








































Процесс изготовления мембраны
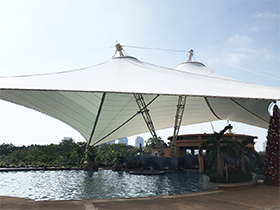
BDiR Inc. - универсальный поставщик услуг мембранной структуры: опытный и профессиональный. BDiR Inc. - это комплексное предприятие по созданию мембранных конструкций, в которое входят растяжимая пленка, проектирование мембранных конструкций, конструирование мембран, космическая мембрана, проектирование, обработка и изготовление кабельных мембран, монтаж и обслуживание проектов. Мы предлагаем полный спектр услуг от концептуального дизайна до проектов строительства ткани.
Процесс изготовления мембраны
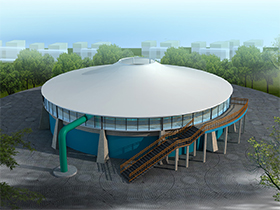
Мембранный завод BDiR Inc. занимает площадь 5000 м2, с мембранной инспекционной машиной, импортным автоматом для резки, машиной для плёнки ETFE, станком для сварки ткани из ПВХ / PVDF и PTFE и другим оборудованием для обработки ткани;. производственная мощность 100 000 м2; Годовой объем производства ПВХ / ПВДФ составляет 300 000 квадратных метров. Имеет квалификацию конструкции и конструкции мембранной конструкции, выданную отраслевой ассоциацией.
Дизайн мембранной резки
1. Мембрана Принципы проектирования резки
Мембранная структура представляет собой пространственную мембранную поверхность под предварительным напряжением. Целью конструкции резки пленки является использование ткани без напряжения, плоского состояния и ширины для создания кровли конструкций, чтобы поверхность пленки соответствовала полученной форме и распределению напряжений. после чертежа. Точное расположение сварных швов мембраны так же важно, как и сохранение материала пленки .
2. этапы проектирования мембранной резки
1) . Организация линии разреза на поверхности мембранных структур и разделение поверхности космической мембраны на множество пространственных мембранных полос ;
2) . Расширение космической полосы в плоские мембранные полоски;
3) . Освободить предварительное напряжение и компенсировать деформацию плоской мембраны (учитывая упругое растяжение пленки после снятия предварительного напряжения) ;
4) . Согласно вышеуказанным результатам, плюс величина смещения в шве диафрагмы и в углах, получается плоский отрезанный кусок ;
5) . Наконец, на чертеже обработки мембраны выводятся .

разбивка, набор и раскрой
Автоматическая разметка состоит в том, чтобы ввести файл данных, содержащий координаты X и Y каждой мембраны, в компьютер, а затем распечатать его на пленочной ткани, набрав и оптимизировав, или разрезать тканевую мембрану на куски с помощью отрезного станка с компьютерным управлением.. Точность разбивки и резки должна контролироваться в пределах / -2 мм.

испытание на герметичность и сварочные процессы
Перед процессом сварки требуется испытание на термосваривание, чтобы обеспечить параметр для мембранной сварки. Прочность на растяжение испытательной мембранной полосы должна составлять не менее 80% от прочности основного металла.. Во время процесса сварки также необходимо периодически проверяйте и записывайте результаты, чтобы соответствующие параметры могли быть исправлены в любое время, так как температура и влажность среды меняются, а место обработки отличается181883330006
Для формальной обработки мембранной сварки сначала выровняйте мембрану по шву, проверьте правильность передней и задней частей мембраны и последовательность шва; и очистите область, подлежащую сварке. Если это соединение для сращивания ткани из ПВХ, поместите «заднюю полосу» ”; При сварке мембраны из ПТФЭ она должна размещаться с полосками EFP между двумя мембранными слоями.. Сварочный аппарат устанавливается в соответствии с параметрами, полученными в результате испытания на термосваривание, и материал мембраны обрабатывается.. Наконец, согласно проектным чертежам. , края, углы мембраны должны быть упрочнения, такие как веревка, трос манжеты.
Когда в термосвариваемой мембране используется сварка натяжением . К мембране, подлежащей сварке, применяется определенное предварительное натяжение, чтобы уменьшить усадку мембраны из-за термосваривания и улучшить напряженное состояние сварного шва после растяжения, формирующего .

упаковка
Проектировщик должен определить направление разворачивания мембраны и способ упаковки в соответствии со строительной площадкой и установочным оборудованием. . После того, как мембрана очищена с обеих сторон, мембрана складывается и упаковывается в соответствии с указанными требованиями .. Во избежание значительных складок на мембрана, ткань из ПТФЭ должны быть выложены на круглой бумажной трубе, когда она находится в пачках, и пленка ETFE не должна складываться и помещаться в специальный защитный контейнер. Гибкая упаковка должна иметь маркировку с указанием направления развертывания и помещаться в деревянную коробка для удобной транспортировки.

дизайн и обработка аксессуаров
Конструкция аксессуара, тесно связанная с разрезанием, включает в себя, в основном, конструкцию для крепления пленки для уголка пленки, выбор разъема и определение длины бокового кабеля..
Конструкция мембранной вставной пластины в основном включает в себя форму, размер, угол, положение и размер соединительного отверстия и монтажного отверстия, толщину пластины, режим соединения мембраны и вставной пластины и конструкцию соединения. боковой кабель и косынка .
В соответствии с формой поверхности мембраны и напряжением в углу мембраны определяются основные геометрические параметры, проверяются предел прочности, локальное давление и длина сварного шва, а также рассчитывается длина стыка и бокового кабеля..
Мембранная пластина должна быть простой, точной по углу и плавной по силе 181883330006 Мембранная пластина обычно изготавливается из стальной пластины, оцинкованной горячим способом или из нержавеющей стали.



