








































Processus de Fabrication de la Membrane
BDiR Inc. est un fournisseur de services à structure membranaire unique: expérimenté et professionnel. BDiR Inc. est une entreprise globale de structure membranaire intégrant un film de traction, l’ingénierie de structure membranaire, la construction membranaire, la membrane spatiale, la conception, le traitement et la fabrication de membranes de câbles, l’installation et la maintenance de projets. Nous offrons une gamme complète de services allant de la conception à la construction de tissus.
Processus de Fabrication de la Membrane
L'usine de traitement de membrane BDiR Inc. couvre une superficie de 5 000 m2 avec une machine d'inspection de membrane, une machine de découpe automatique importée, une machine de fusion de film ETFE, une machine de soudage à membrane PVC / PVDF et PTFE et d'autres équipements de traitement de tissu; Capacité de production annuelle de PTEF de 200 000 m2; Capacité de production annuelle d'ETFE de 100 000 m2; Productivité annuelle en PVC / PVDF de 300 000 mètres carrés. Il possède la qualification de conception et de construction de structure de membrane émise par l'association industrielle.
La conception de la coupe de la membrane
1. membrane principes de conception de coupe
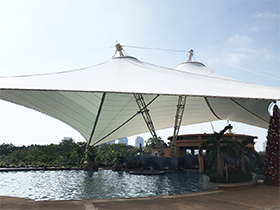
La structure de la membrane est une surface de membrane spatiale sous précontrainte. La conception de la découpe du film a pour but d’utiliser un tissu sans contrainte, avec un état plat et une limitation de largeur pour rendre les structures en toiture, afin que la surface du film corresponde à la forme et à la répartition des contraintes obtenues après l’étirage. La disposition fine des soudures de la membrane est aussi importante que la sauvegarde du film.
2. étapes de conception de coupe de membrane
1). Disposer une ligne de coupe sur la surface des structures membranaires et diviser la surface membranaire spatiale en une pluralité de bandes membranaires spatiales;
2) Extension de la bande d'espace en bandes de membrane plates;
3) La libération de la précontrainte et la contrainte compensent la membrane plate (en considérant la rétraction élastique du film après la libération de la précontrainte);
4) Selon les résultats ci-dessus, plus la quantité de déplacement au niveau de la couture du diaphragme et des coins, une pièce coupée plane est obtenue;
5) Enfin, les dessins de traitement de la membrane sont sortis.

二 、 implantation, composition et découpe
L'implantation automatique consiste à entrer le fichier de données contenant les coordonnées X et Y de chaque membrane dans l'ordinateur, puis à l'imprimer sur la toile du film par typographie et optimisation, ou à découper la membrane en tissu à l'aide d'une machine à découper contrôlée par ordinateur. La précision de l'implantation et de la découpe doit être contrôlée à l'intérieur de / -2 mm.

Test de thermoscellage et traitement de soudage
Avant le processus de soudage, un test de thermoscellage est nécessaire pour définir un paramètre pour le soudage à membrane. La résistance à la traction de la bande de membrane d'essai ne doit pas être inférieure à 80% de la résistance du métal de base. Pendant le processus de soudage, il est également nécessaire de tester et d'enregistrer périodiquement les résultats afin que les paramètres pertinents puissent être corrigés à tout moment, lorsque la température et l'humidité de l'environnement changent et que l'emplacement de traitement est différent.
Pour le procédé formel de soudage sur membrane, alignez d'abord le diaphragme au niveau de la couture, puis vérifiez si l'avant et l'arrière de la membrane et la séquence de couture sont corrects. et nettoyer la zone à souder. S'il s'agit d'un joint de jonction de tissu en PVC, placez une «bande arrière»; Lorsque le soudage de la membrane en PTFE est appliqué, il doit être placé avec des bandes EFP entre les deux couches de membrane. Le poste de soudage est réglé en fonction des paramètres obtenus par le test de thermoscellage et le matériau de la membrane est traité. Enfin, selon les dessins de conception, les bords, les coins de la membrane doivent faire l’objet d’un traitement de renforcement tel que corde, manchon de câble.
Lorsque la membrane est thermoscellée, une soudure de tension est utilisée. Une certaine pré-tension est appliquée sur la membrane à souder afin de réduire le rétrécissement de la membrane dû au thermoscellage et d'améliorer l'état de contrainte au niveau de la soudure après la formation de tension.

emballage
Le concepteur doit déterminer le sens de déploiement de la membrane et le mode d’emballage en fonction du chantier et des équipements d’installation. Une fois la membrane nettoyée des deux côtés, elle est pliée et emballée conformément aux exigences spécifiées. Pour éviter des plis importants sur la membrane, le tissu en PTFE doit être revêtu d'un tube en papier rond lorsqu'il est emballé. Le film ETFE ne doit pas être plié ni placé dans un récipient de protection spécial. L'emballage souple doit être marqué avec la direction de déploiement et placé dans une boîte en bois pour un transport facile.

La conception et le traitement des accessoires
La conception des accessoires étroitement liée à la coupe inclut principalement la conception du gousset en film pour le coin du film, la sélection du connecteur et la détermination de la longueur du câble latéral.
La conception de la plaque à gousset à membrane implique principalement la forme, la taille, l’angle, la position et la taille du trou de connexion et du trou de montage, l’épaisseur de la plaque, le mode de connexion de la membrane et de la plaque à gousset, ainsi que la conception de la le câble latéral et le gousset.
En fonction de la forme de la surface de la membrane et des contraintes à l’angle de la membrane, les paramètres géométriques de base sont déterminés, la résistance à la traction, la pression locale et la longueur de soudure sont contrôlées, ainsi que la longueur du joint et du câble latéral .
Le gousset à membrane doit être simple, précis en angle et en transmission de force lisse. Le gousset à membrane est généralement constitué de tôle d'acier galvanisée à chaud ou d'acier inoxydable.



